MDO PE raw material selection and formula design
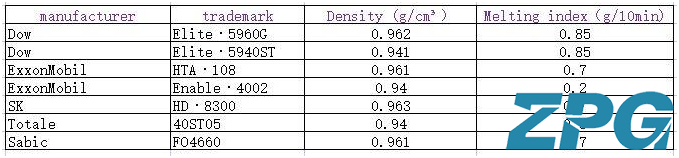
The selection of MDO stretched PE raw materials is mainly considered from three factors such as stretchability, heat resistance and crystal point. Unlike BOPE, which needs to be biaxially stretched, MDO stretched PE only needs to be stretched in one direction, and the stretch ratio is about 5-7. Most linear products on the market (LLDPE, HDPE) can meet this requirement. Raw material manufacturers nor will it redesign the molecular structure and develop new grades for this process; heat resistance is closely related to the initial density of the raw materials. The grades recommended by the raw material manufacturers are mainly HDPE and MDPE (Table 2); crystal point control is related to the control of the raw material production process. The majority of users can distinguish themselves during use.
Table 1: List of recommended MDO grades of raw material manufacturers
The mainstream formulation design of MDO film is mainly based on three layers. With the popularization of five-layer online MDO machines, there will be more and more five-layer formulas. The design idea should be combined with the machine processing situation and the final use scene of the film. If it is a lightweight flexible packaging, you can consider using HDPE to maximize the stiffness and heat resistance of the film under the conditions allowed by the machine; if stretching occurs The uneven situation can be solved by the combination of HDPE+MDPE; if it is a formula with a balance of stiffness and toughness, then the combination of HDPE+mC6/C8/mC8 LLDPE is needed. The addition of HAO can greatly improve the film The toughness is especially the impact strength and puncture resistance. The choice of LLDPE here is more particular. If you choose C8LLDPE, the stretched film will eventually show the effect of easy tearing in the longitudinal direction and difficult to tear in the transverse direction; if you choose C8mLLDPE, the tear strength of the film will increase overall, but the longitudinal tear strength will be shown. Much greater than the phenomenon of transverse tear strength. You can decide the film formula combination according to the final use scene of the film.
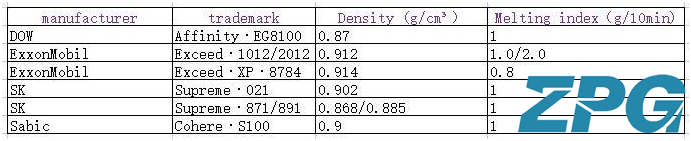
The design idea of the heat-sealing layer PE film is mainly to reduce the heat-sealing temperature, and to increase the temperature difference with the MDO PE film as much as possible to ensure a wider heat-sealing window and a good heat-sealing effect during heat-sealing. The recommended raw material is VLDPE (density 0.905-0.915g/cm3) or POP (density 0.880-0.905 g/cm3). It should be noted that the density of VLDPE and POP is low. In the actual film blowing process, too much viscosity may cause difficulty in opening the film. At this time, the inner film needs to be blown outside or an additional opening slip agent needs to be added. The slip agent will migrate. If it migrates to the composite surface, it will affect the overall composite strength of the film. This is also a factor that reflects the low composite strength of the MDO film on the market; it is necessary to find a balance between the selection of raw materials and the amount of slip agent added to optimize the formula.
Table 2: List of recommended heat-sealing layer grades by raw material manufacturers
Polyethylene single-material packaging technology is still developing vigorously. In addition to MDO, there are also BOPE, multi-layer co-extrusion containing barrier materials, high barrier/heat-resistant coatings and other technologies;Chengde combining with independent invention patented polyethylene filmand the developed MDO polyethylene film, Chengde have realized the exquisite transfer of PE patterns in the field of gravure printing. At the same time, combined with the special treatment of the membrane surface, the newly developed HMDO product can achieve HIGH BARRIER and perfectly solve the bottleneck problem of a single polyethylene material in the shelf life of customers' products, which can enable customers' products to have a longer shelf life.

